���ݶ��Ѿ��ܙCе����˾
�����T����ˇ�Ժ����Ժ��������Ը�
��ͣ��� ����r�g��2023-2-2
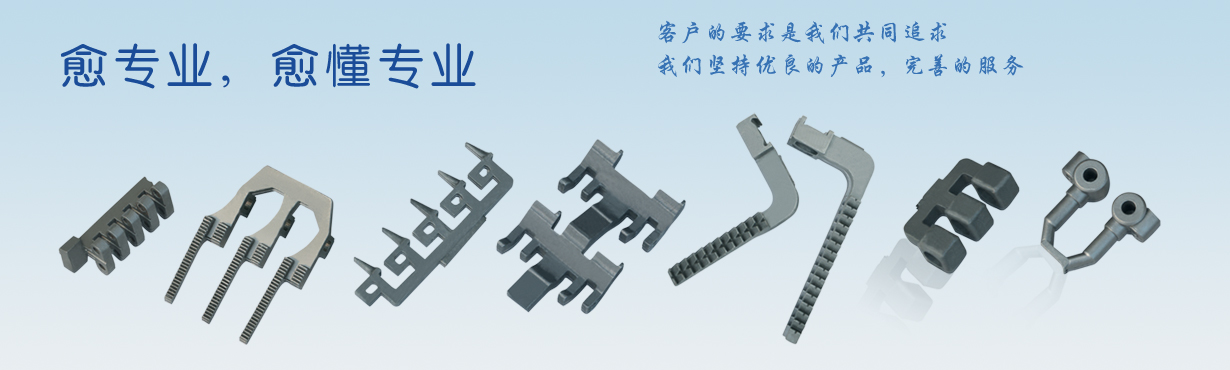
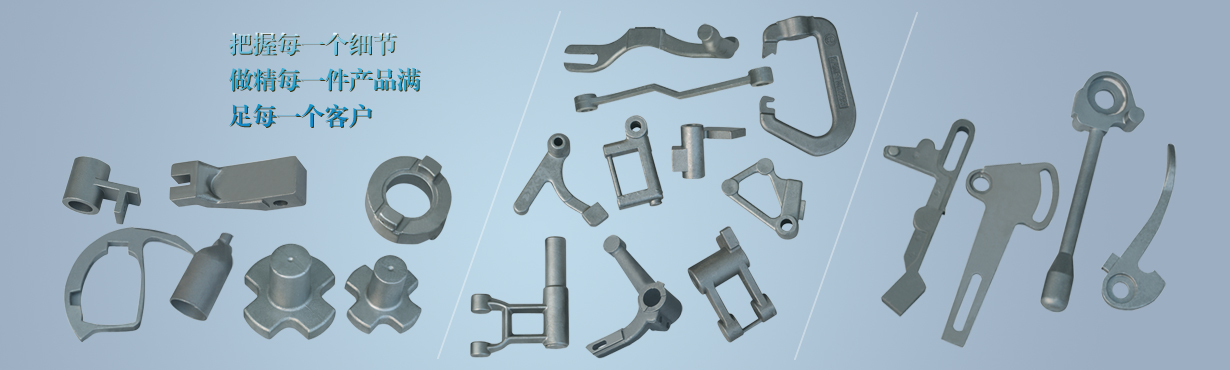
�aƷ�DƬ��H_imgg
�����T�������a���S��ĭh����ÿ���h�������a��ˇ�����^����ďͺϣ������ڌ��H���a��߀�Ǖ����F���N���s��r���ɴ˕��a�����Nȱ�ݡ������T����ȱ�ݲ�����ȫ��ʧ���҂�ֻ�ܲ���һ���ķ����M�����⣬�����M�к��ڵ��ޏ͡�
���Ѽy�����ѡ����ѣ��T���ⲿ��Ȳ��д������Ѽy�������ǎ��а�ɫ���ɫ�������������������ۡ��������^�Ƀ��Ĵ����Ѽy������^ƽ�����н��ٹ�ɻ��p������ɫ�ɡ��a������Ҫԭ���Н�ע�ض��^�ߣ�ð���i�^���^�̣���ɾֲ��^����أ����ؿ�̫С���a�s���ã��T�����������\ݔ�^���У��ܛ_���^��
��ֹ��������ȡ���͝�ע�ضȣ������OӋð��ϵ�y���T�����������\ݔ�^���б����^�ț_����
��ך�Ŀױڹ⻬�������Π��ЈA�Ρ����κ�ᘠ�ijߴ��д���С���a�����T�������Ȳ����T���Ȳ��Ě����������Cе�ӹ��r���ܱ��l�F���a��ԭ���Н�ע�ض��^�ͣ�ʹ���w�������ϸ����ݳ����t���к��X���^�ߣ�����ɚ��ס���ֹ������ʩ����ߝ�ע�ضȣ���ʹ���X���^�ߵďU䓡�
�����T���Ĺ�ˇ�Ժ����Ժ���ʹ�����ܷdz��ã��o�Ñ��˺õ�ʹ���w
��������www.dingjiazz.com��
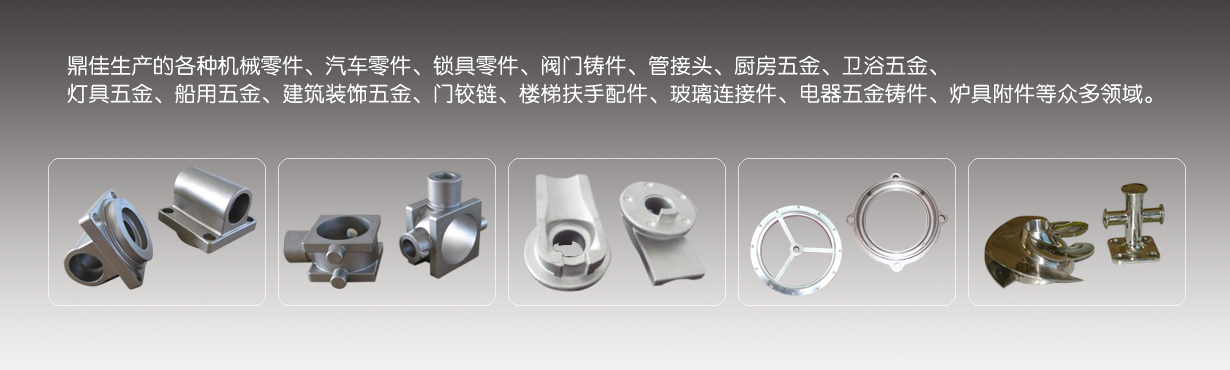
���ݶ��Ѿ��ܙCе����˾��Ҫ�aƷ�У������T�����p���T�������侫���T�����r�ÙCе�����T���������Cе�����T��������C��T�����i���T�������P��T���������z�����T����̼��T�����p�x�C�T����������T������������T�������F����T�����������T�����Ҿ�����T������������T���Ⱦ����T�����x�Ç��H�����M�Ĺ����z�T�칤ˇ�����N�T�����ܶȸߣ�Ʒ�|���ϡ�